
Gage Tolerance Selection for Go/NoGo Gages using the 10% Rule
One of the simplest ways to ensure the accuracy of cylindrical tolerances is by using a Go/NoGo Gage. Go/NoGo gaging provides a quick and easy verification of tolerancing requirements without the time, complexity, and training that often accompanies hand tool measurements and metrology equipment such as CMM’s. This blog by Production Service Co. will explain the basics of gage tolerance selection for Go/NoGo gaging using the 10% rule.
Go/NoGo Gages
Go/NoGo gages work on a simple premise. The Go plug (with a plus tolerance) needs to fit inside the hole, and the NoGo plug(with a minus tolerance)should not fit inside the hole. If these conditions are met, then the hole is within both maximum and minimum tolerances.
The 10% Rule
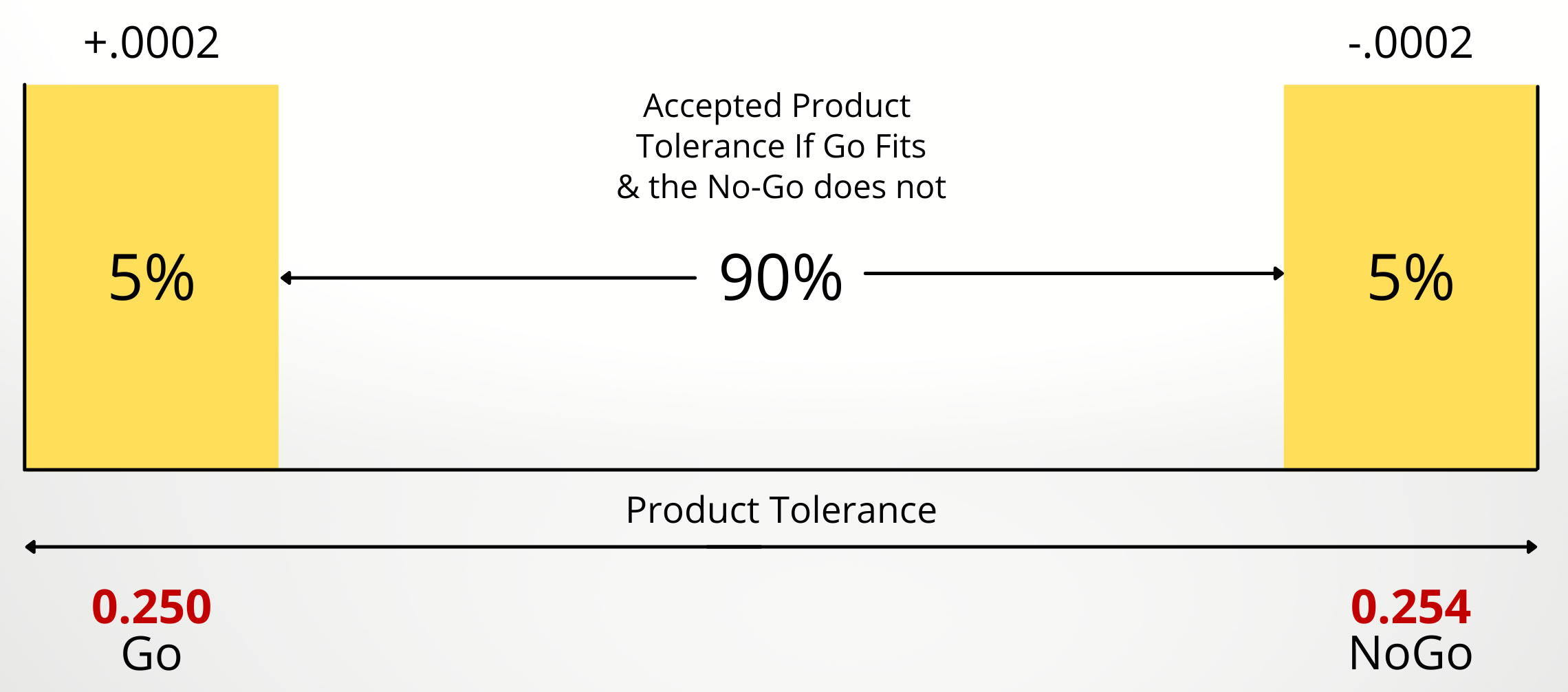
When selecting tolerances for Go/NoGo gage plugs, the 10% rule will provide results that are both efficient and consistent. The rule suggests forfeiting 10% of the total product tolerance to the gage in order topass 90% of the product tolerance 100% of the time. As mentioned above, the Go Gage should fit through the hole, and the NoGo Gage should not.
When incorporating this rule, the Go Gage must incorporate the minimum diameter of the hole and the plus tolerance. This ensures that if the Go Gage fits through the hole, the hole is larger than the minimum diameter. The NoGo Gage must in corporate the maximum diameter of the hole and the minus tolerance. This ensures that if the NoGo Gage does not fit through the hole, the hole diameter is smaller than the maximum diameter of the hole and in tolerance.
For example, if the hole size is .250 +.004” and the product tolerance is .004”, then .004 multiplied by 10% = .0004”. .0004 multiplied by .5 = .0002”. .0002” equals a Class ZZ Tolerance. The Go plug gage should be .250 +.0002”, and the NoGo plug gage should be .254 -.0002”.
If you would like further guidance and/or have an interest in purchasing Go/NoGo Gages, contact us at sales@productionserviceco.com or call our office in Brook Park, OH at 216-362-6100.